



Back
Gallery
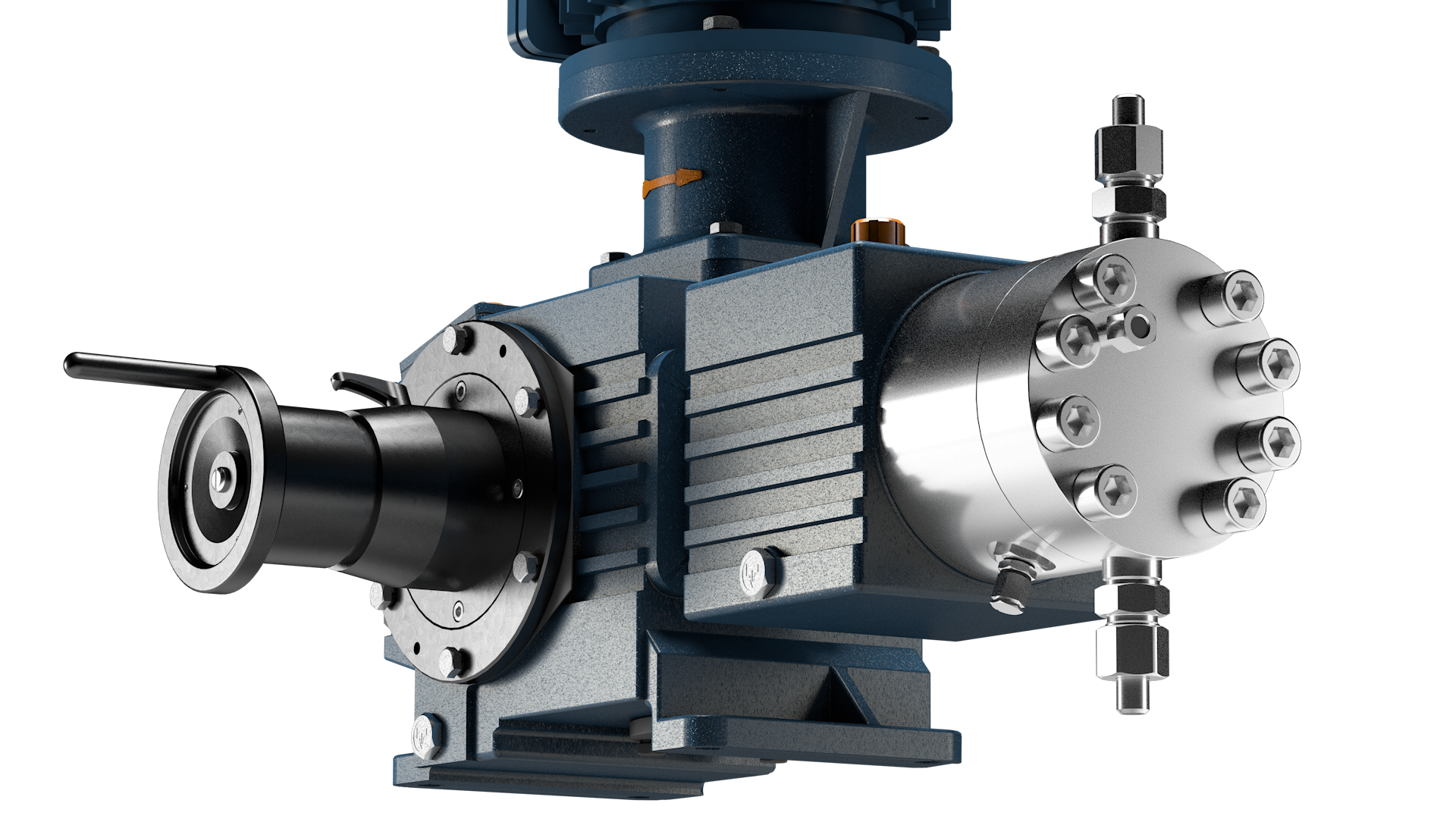









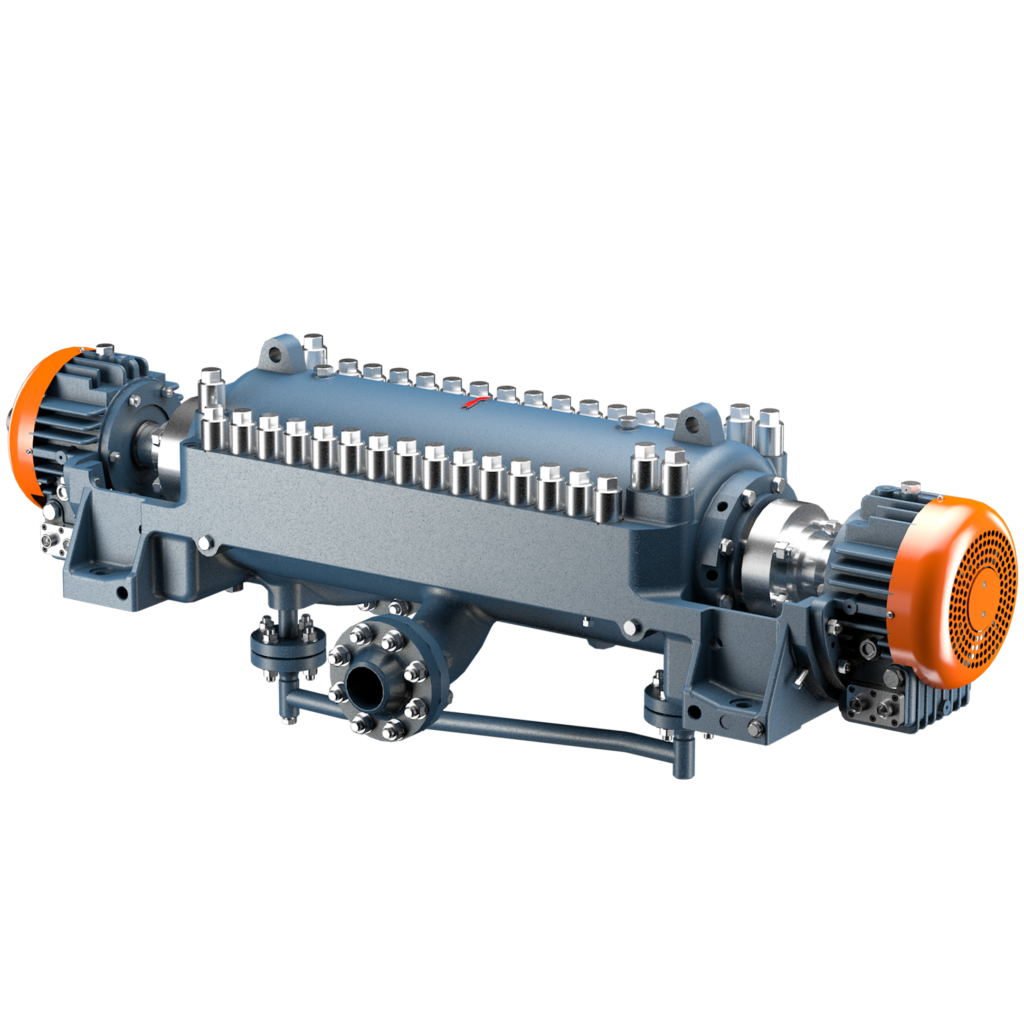
Metering systems
Metering systems
Standard
API 675
Pressure
16.0 to 1100 bar
Capacity
1.0 to 2500 l/h
Temperature range
- 15 to + 200 ℃
Viscosity
up to 100 000 mPa·s
Flow part material
AISI 420, AISI 321, AISI 304, AISI 316 Ti, AISI 316L
Diaphragm material
PTFE, Stainless steel
the hydraulic block construction of the pump eliminates pipeline depressurization that can be caused by sudden pressure surges;
the hydraulic section of the pump is equipped with a built-in safety valve to protect the pump from overload caused by excessively high or sudden pressure increases in the discharge line, up to complete closure;
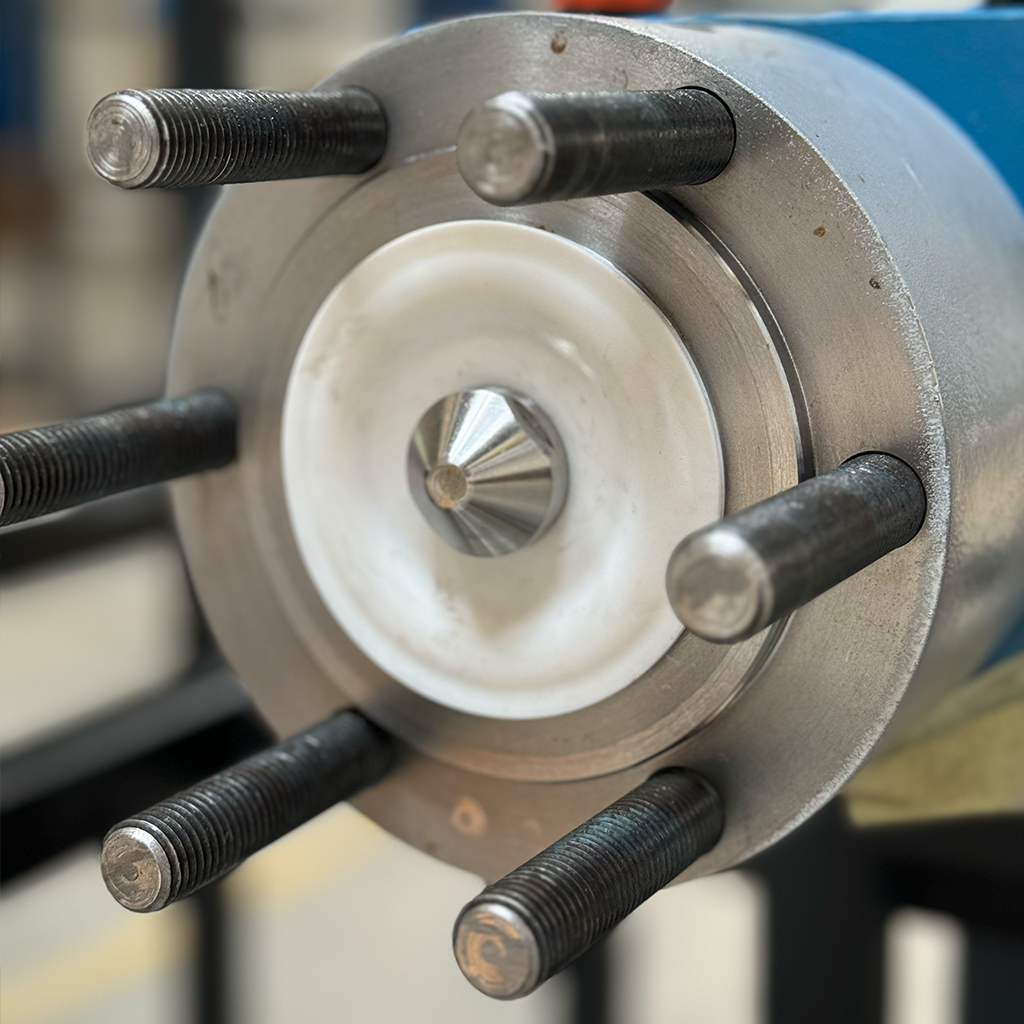
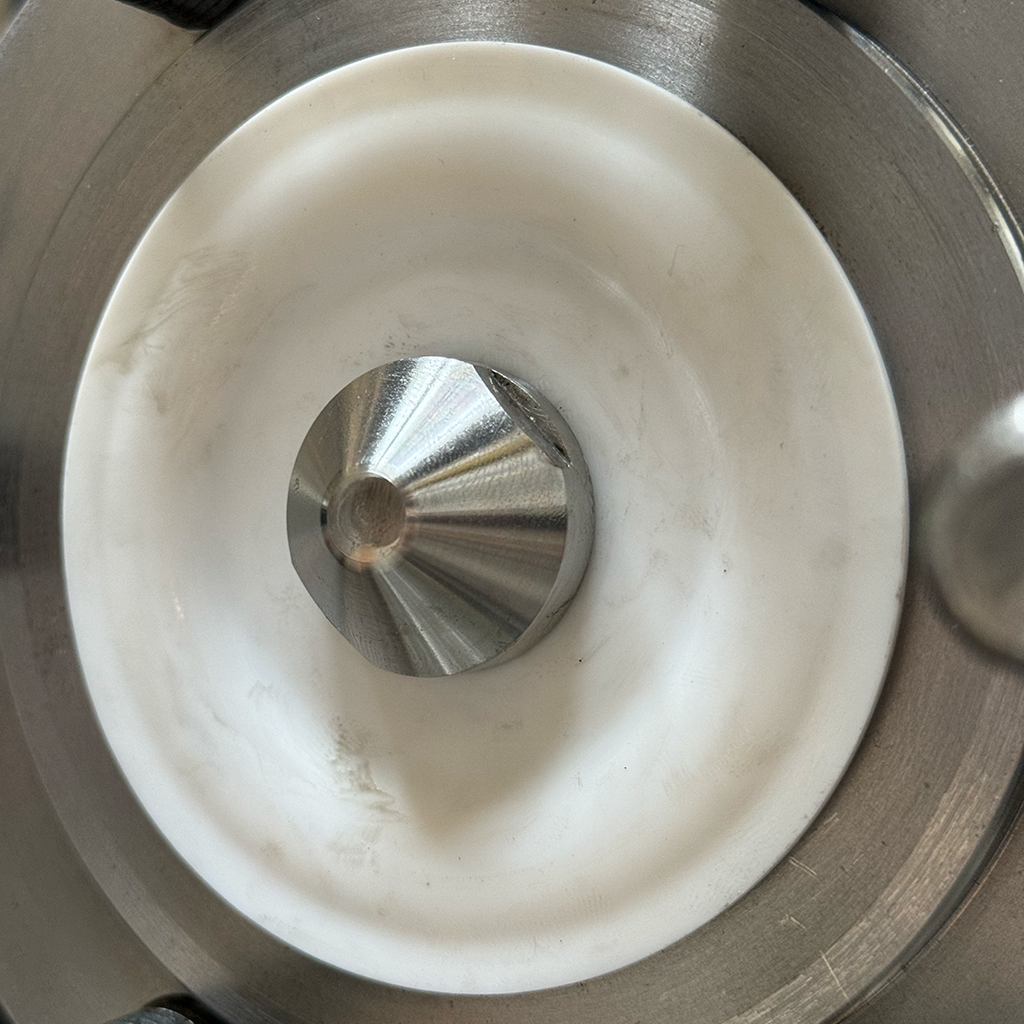
the diaphragm block's construction incorporates an alarm system that signals when one of the diaphragm layers is damaged;
the block-modular design of the pump allows for maintenance work to be carried out in a short time frame;
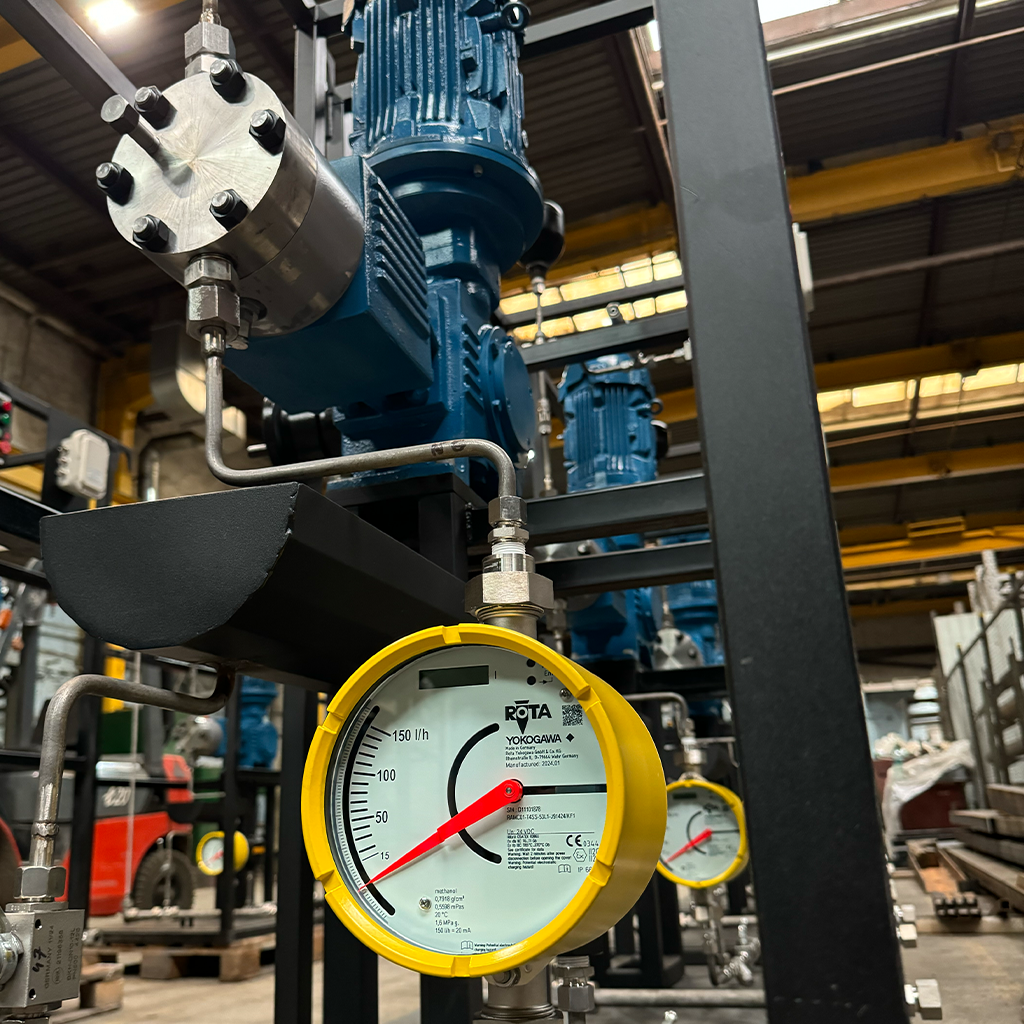
the installation of an automated control system allows remote monitoring of the pump operation;
the diaphragm positioning device in its initial position enhances the pump's suction capacity, allowing it to operate at suction nozzle pressures close to the vapor pressure of the pumped fluid;
the dual-layer diaphragm design permits continued safe pump operation despite a rupture in one layer,without changing parameters, for the time needed to replace the damaged part;
Our experts are ready to provide all the necessary information and help you choose the best solution
Request a consultation